Ponieważ od dokładności wykonania maszyny zależy również dokładność jej pracy nie należy lekceważyć sprawy zakupu, wykonania lub modyfikacji poszczególnych jej elementów.
6.1. Zakupy elementów i podzespołów
Jak już było wspomniane zakupy elementów należy przeprowadzić w firmach godnych zaufania co nie znaczy, że nie należy wybierać firm, które sprzęt podobnej jakości oferują w tańszych cenach. Jeżeli decydujemy się na zakup elementów odzyskiwanych ze starych urządzeń musimy skrupulatnie sprawdzić ich stan. Nie jest to czynność łatwa, specjalnie jeżeli chodzi o dokładność śrub pociągowych i wałków prowadzących. W tym przypadku należy skontrolować nie tylko luzy ale i prostolinijność elementów. To kłopotliwa sprawa, bo można to ocenić tylko na płycie traserskiej – odpowiednio dużej – lub za pomocą czujnika na tokarni – też odpowiednio dużej (i dokładnej). Nie należy zaniedbywać również kontroli stanu powierzchni, która mogła uleć pogorszeniu na skutek zużycia lub korozji.
6.2. Modyfikacja elementów
Często się zdarza, że zakupione elementy muszą zostać poddane modyfikacji – skrócenie, zatoczenie końcówek itp. takie czynności (w przypadku niemożności wykonania we własnym zakresie na dokładnej maszynie) warto zlecić zakładowi posiadającemu takie wyposażenie. Warto pamiętać o zamówieniu śrub napędowych raczej z nieco krótszym gwintem, żeby się on mieścił swobodnie między łożyskami. Większość łożysk posiada wkręty stabilizujące umieszczoną w nich oś, w przypadku jak ich nie ma łatwiej dorobić małą podkładkę na końcówkę śruby niż podkładkę pod oprawę łożyska. Niewielki nadmiar gwintu na śrubie (max. ½ długości łożyska można zatoczyć samemu nawet na niezbyt precyzyjnej tokarce. Trzeba jednak zadbać o centryczne umocowanie je w uchwycie tokarskim nie tylko w pobliżu miejsca obróbki ale również na końcu wrzeciona tokarki.
Najłatwiej to osiągnąć wytaczając sobie uprzednio odpowiednią tuleję – nawet z drewna. Działanie takie umożliwi nam niezbyt silne mocowanie obrabianej śruby w uchwycie tokarskim, która jak wiadomo jest i tak kłopotliwa do uchwycenia a na skutek niezbyt dużej twardości mogłaby się przy bardzo silnym mocowaniu odkształcić.
6.3. Wykonanie podzespołów
Podstawowym materiałem do wykonania opisywanej maszyny są ceowniki aluminiowej i w poprzednich punktach była już mowa o ich przygotowaniu. Jednak do skompletowania maszyny potrzebne będą jeszcze inne drobne elementy. Szczęśliwie nie jest ich dużo i nie muszą być wykonane z tak dużą precyzją jak opisano poprzednio. Do tej grupy najczęściej będą zaliczane drobne detale jak: śruby specjalne, nietypowe podkładki, elementy dystansowe, elementy wsporcze urządzeń pomocniczych. W tym przypadku możemy już sobie pozwolić na korzystanie z maszyn o mniejszej dokładności a nawet z elektronarzędzi.
6.4. Przygotowanie materiałów i narzędzi
Zakupione elementy, aż do czasu ich zamontowania w maszynie należy przechowywać ze szczególną starannością. Wbrew pozorom są to elementy wrażliwe na uszkodzenia – wałki prowadzące mogą zostać uszkodzone mechanicznie albo skorodować z zetknięciu z wilgocią, łożyska liniowe ulec trudno usuwalnemu zanieczyszczeniu, śruby napędowe (szczególnie te o mniejszych średnicach) wygięciu. Bezpiecznie jest znaleźć dla nich suche miejsce i przechowywać w pozycji pionowej ale zabezpieczonej przed upadkiem. Zajmą miej miejsca i za pewne nic na nie ciężkiego nie spadnie. Również blachy i sklejki powinny być przechowywane w pozycji pionowej, zawsze w pomieszczeniu suchym. Narzędzia (punktaki wiertła) powinny być prawidłowo zaostrzone – w przypadku wierteł dodatkowo trzeba zadbać i ich symetrię.
Do wykonania dużych otworów (powyżej 10 – 12 mm) w blachach i kształtownikach aluminiowych lub mosiężnych warto stosować specjalnie do tego przeznaczone otwornice. Nie są to dzisiaj narzędzia zbyt drogie a zakupione do takiej pracy mogą nam służyć przez długie lata, tym bardziej, że nie musimy kupować kompletnego zestawu lecz tylko te średnice koronek, które aktualnie są nam potrzebne.
Zdaniem autora nie warto używać do budowy maszyny starych śrub, to się po prostu nie opłaca. Wszystkie elementy połączeń śrubowych (śruby, nakrętki, podkładki zwykłe i sprężyste to w obecnych uwarunkowaniach groszowa sprawa. I warto kupować tylko śruby kadmowane o odpowiedniej długości – skracanie śrub nie ma sensu Nie należy oszczędzać podkładek – również tych sprężystych. Budowana maszyna w czasie pracy będzie drgać. Nie można ryzykować, że śruby będą się odkręcać. Tam gdzie mocne dokręcenie śruby jest niemożliwe ze względu na delikatny podzespół należy zabezpieczyć nakrętkę (klejem, lakierem lub farbą),
6.5. Obróbka profili aluminiowych
Niestety dostępne profile aluminiowe wykonane są prawie z czystego aluminium. W stosunku do aluminium stopowego jest ono bardzo miękkie. Nie ma obawy (z powodu ich dużych wymiarów), że będą zbyt mało wytrzymałe na odkształcenia – są natomiast bardzo kłopotliwe w obróbce. W celu uniknięcia zanieczyszczenia narzędzi przez miękkie wióry należy zadbać żeby wszystkie narzędzia (wiertła,otwornice, piły, pilniki,gwintowniki) były bardzo ostre a w czasie obróbki chłodzić narzędzie spirytusem. Pozwoli nam to na uzyskanie gładkich przekrojów cięcia bez kłopotliwego wygładzania ich powierzchni.
6.6. Wykonanie otworów w profilach aluminiowych
To wbrew pozorom bardzo odpowiedzialne zadanie i nie łatwe do wykonania. Otwory mocujące poszczególne części maszyny, zamocowania wałków, zamocowania łożysk i zamocowania silników muszą być wykonane z maksymalną starannością, gdyż ich umiejscowienie decyduje o prawidłowej geometrii maszyny. Oczywiście pewne luzy muszą być przewidziane na regulację przy montażu ale zbyt duże przesunięcie przysporzyć może duże kłopoty.
Dlatego warto stosować następujący tryb postępowania:
1. Bardzo skrupulatne trasowanie ich umiejscowienia i zaznaczanie ich ostrym rysikiem – nigdy ołówkiem
2. Dokładne napunktowanie ostro zakończonym punktakiem.
3. Ponowna kontrola wymiarów – WARTO ! – już starożytni Rzymianie mawiali: „Errare humanum est”.
4. Przed wierceniem wykonać nawiercenie nawiertakiem. Takie działanie zapewnia dokładne późniejsze wykonanie otworu.
5. Należy zadbać, żeby użyte wiertło było dobrze (symetrycznie i ostro ) zaszlifowane.
Otwory te nigdy nie będą wykonane z idealnym rozmieszczeniem i dlatego należy wykonać je wiertłem o średnicy 6,5 mm, żeby po montażu istniała możliwość regulacji położenia mocowanych elementów.
Niektóre otwory w elementach zakupionych mogą być za duże i w takim przypadku warto je zaopatrzyć w tuleje redukcyjne o średnicy wewnętrznej 6 mm.
Autor przyjął następującą zasadę: otwory w elementach dokładnie 6 mm – otwory w konstrukcji 6,5 mm. To – jak dla amatora – dość mała tolerancja i tym bardziej należy zadbać o bardzo dokładne wykonanie otworów mocujących.
Wykonanie dużych otworów z celu przepuszczenia wałków wsporczych, śrub napędowych i elektrycznych gniazd przyłączeniowych nie musi być tak dokładne ale wywiercić je jest – ze względu na dużą średnicę -w warunkach amatorskich prawie niemożliwe. W opisanym przypadku zostały wykonane otwornicą na stacjonarnej wiertarce.
6.7. Montaż poszczególnych napędów
Chociaż opisywana maszyna zdefiniowana została jako maszyna ze średniej półki to jej sumaryczna waga jest jednak dość duża – waży prawie 50 kg. Więc jej montaż w całości jest prawie niemożliwy. Warto w związku z tym zmontować osobno wszystkie 3 podzespoły ruchów „X”, „Y” i „Z” i dopiero później łączyć je w całość. Rozsądna kolejność montażu poszczególnych elementów to:
1. Montaż podstawy i zespołu ruchu „Y” – wszystko leży na stoliku, wszystko widać, wszystko jest łatwo dostępne więc montaż i regulacja daję się zrobić łatwo. Dla tych wykonawców, którzy będą to robić po raz pierwszy jest to dodatkowo łatwy sposób zapoznania się ze wszystkimi problemami.
W czasie montowania podstawy nie posiadamy jeszcze żadnych punktów odniesienia co do prawidłowości montażu a elementy tworzące podstawę mogą ulec przemieszczeniu, dlatego po wstępnym skręceniu elementów musimy dokładnie sprawdzić prostopadłość wszystkich czterech – tworzących ją – belek. Najłatwiej zrobić to mierząc przekątne podstawy. Po upewnieniu się, że podstawa ma prawidłową geometrię, mocnym jej skręceniu i umiejscowieniu śrub specjalnych we wgłębieniach stołu mamy wystarczającą gwarancję jej niezmienności.
2. Montaż zespoły ruchu „Z” – jest najmniejszy więc łatwo nim operować na stole i stanowi pewną całość, którą po montażu i regulacji można chwilowo odłożyć.
3. Montaż zespołu ruchu”X”, czyli bramy. Oczywiście przed ostatecznym montażem powinniśmy sprawdzić zgodność jego otworów montażowych (kolumn) z podstawą (belki boczne i łączniki), bo jak później się okaże, że coś nie pasuje, to będą duże kłopoty.
Prawidłową geometrię bramy zapewni nam dokładne umiejscowienie otworów łączących ją z podstawą i dobra geometria płyty stolarskiej tworzącej „plecy” bramy. Po wstępnym montażu tego elementu (bo ostateczny montaż to połączenie z zespołem „Z”), przystępujemy do połączeń z zespołem ruchu pionowego – „Z”.
Tak zmontowane zespoły łączymy z podstawą. Z punktu widzenia technicznego to zadanie proste – tylko kilkanaście śrub ale połączone zespoły „Z’ i „X” są ciężkie i należy zapewnić sobie pomoc silnego pomocnika. Nawet dwóch nie będzie przesadą.
W celu uniknięcia nieprzewidzianych kłopotów przy montażu napędów „X”, „Y” . „Z” należy przestrzegać następujących reguł:
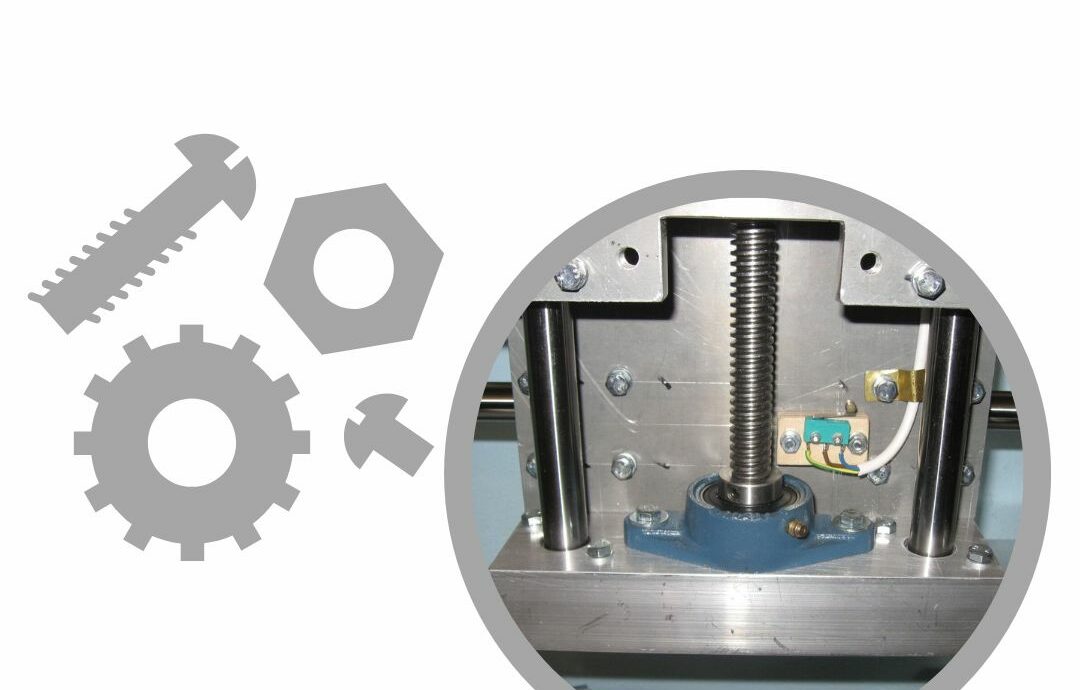
1. Zmontować w odpowiedniej konstrukcji wałki wraz z łożyskami i śrubę z nakrętką
2. Sprawdzić czy śruba obraca się lekko – minimalny nadmiar długości może powodować zbyt duży nacisk na łożyska i powodować duże opory obrotów. Zobacz również p.6.2.
3. Poluzować lekko śruby łożysk i wsporników wałków.
4. Umiejscowić płytę na łożyskach liniowych i sprawdzić czy wszystkie śruby montażowe dadzą się lekko wkręcać w otwory łożysk liniowych i oprawę nakrętki – TO BARDZO WAŻNE. W przypadku oporów należy podpiłować otwory w płycie. I należy się również zastanowić które, bo czasami jeden źle wykonany otwór może sugerować, że poprawić trzeba wiele innych.
5. Dokręcić śruby i sprawdzić czy wózek przesuwa się lekko po wałkach.
6. Dokręcić śruby mocujące nakrętkę śruby napędowej do płyty i skontrolować ponownie prawidłowe przesuwanie się wózka przy obracaniu się śruby napędowej.
Jeżeli występują zbyt duże opory przyczyna leży już tylko w braku równoległości wałków i śruby napędowej. Poluzowanie śrub mocujących wsporniki wałków i obudów łożysk i kilkukrotne przesuniecie wózka między skrajnymi pozycjami powinno spowodować przesunięcie się zamocować na właściwe miejsca i pozwolić na mocne dokręcenie śrub mocujących wsporniki i łożyska. Dopuszczalne jest wspomożenie się drewnianym lub gumowym młotkiem. W przeciwnym przypadku należy szukać przyczyny w niedokładnym wykonaniu otworów do mocowania wspomnianych elementów. Nieznaczna przyczyna oporów, to brak smarowania śruby napędowej ale posmarowanie tych elementów wszystkiego nie załatwi – trzeba zadbać o prawidłowość montażu.
6.8. Montaż silników i sprzęgieł
Sprawa wygląda na prostą ale niestety taka nie jest. W projekcie użyto sprzęgła sprężyste wykonane z jednego kawałka aluminium ale przy innych rodzajach sprzęgieł problemy będą podobne.
Po pierwsze trzeba się dokładnie zastanowić – biorąc pod uwagę budowę sprzęgła i jego rozmiary – jak ma być odległość między końcówkami osi silnika i śruby napędowej i tak wyregulować tak umocowanie silnika, żeby ta odległość została zachowana.
Po drugie tak ustawić konstrukcje wsporcze silnika, żeby uzyskać maksymalną współosiowość obydwu osi. Oczywiście sprzęgła stosuje się w celu rekompensaty tych błędów ale są one w stanie zrekompensować tylko niewielkie niedokładności. Przy większych wystąpią opory obrotu albo sprzęgło ulegnie uszkodzeniu.
Po trzecie zakupione sprzęgła nie zawsze mają odpowiednie otwory. Nie opisujemy tu grubych błędów czy pomyłek w zakupie ale niezbyt precyzyjną regulację sprzęgła w fabryce. Dla wyjaśnienia podaję, że mowa i takim mocowaniu sprzęgła na wale, które polega na ściśnięciu jego końcówki, tworzącej rozcięty pierścień za pomocą śruby – najczęściej z otworem na klucz ampulowy.
Przed montażem należy sprawdzić, jakie jest pasowanie osi i końcówki współpracującej z nią sprzęgła. To pasowanie nie może być zbyt luźne. Wkręt powodujący zaciśnięcie końcówki sprzęgła może odkształcić (zacisnąć) końcówkę w zakresie sprężystości materiału ale nie pokona granicy jego plastyczności, gdyż jest za słaby. Jeżeli pasowanie jest zdecydowanie za luźne należy z końcówki sprzęgła wykręcić wkręt a końcówkę delikatnie ścisnąć w imadle. Sprzęgło powinno się nakładać an wałek raczej z pewnymi oporami. I nie trzeba zapominać, że tą kontrolę i ewentualną regulację należy wykonać po obu stronach sprzęgła.
Ostateczny montaż powinien być przeprowadzony w następującej kolejności:
1. Dokręcić mocowanie silnika.
2. Sprawdzić położenie (naprężenie) sprzęgła
3. Zacisnąć końcówki sprzęgła na wałkach.
6.9. Pomiary dokładności wykonania.
Nie wszystkie pomiary są możliwe do przeprowadzenia w łatwy sposób ale położenie poziomu stołu roboczego w stosunku do końca freza a co za tym idzie do teoretycznego punktu odniesienia maszyny, jest dość łatwo sprawdzić. W tym celu ustawiono frez dokładnie w środku pola roboczego w określonej odległości od stołu – w omawianym przypadku 10 mm. A następnie mierzono tą odległość w czterech skrajnych położeniach pola roboczego.
Otrzymano następujące wyniki:
x=0, y=0 – +0.22 mm x=max,
y=0 – 0.00 mm x=0, y=max – +0.25mm x=max,
y=max – +0.09 mm
Teoretycznie można by się starać te wyniki nieco poprawić regulacją położenia wsporników wałków i ułożyskowania śruby. Uznano je jednak za wystarczająco dokładne – jak dla potrzeb amatora i pozostawiono bez zmian.